


Podobné články
Kdy použít lineární vedení s dvojitou kolejnicí?

Novinky
Při správném výběru kuličkového šroubu je třeba zohlednit řadu návrhových i aplikačních aspektů.
Ze všech pohybových šroubů používaných pro polohování v průmyslových aplikacích patří kuličkové šrouby mezi nejlepší, protože oproti dalším alternativám, jako jsou válečkové šrouby a šrouby s lichoběžníkovým závitem, nabízejí několik výhod. Díky své minimálně 90% účinnosti jsou kuličkové šrouby jedním z nejekonomičtějších způsobů přeměny otáčivého pohybu na přesný lineární pohyb. Dokáží pohybovat velkými zátěžemi vysokými rychlostmi s vynikající přesností. Kuličkové šrouby navíc mohou být ekonomicky efektivní alternativou pneumatických a hydraulických pohonů.
Kuličkový šroub se skládá z hřídele se závitem a matice, přičemž jako pohyblivá součást může fungovat libovolný z těchto dvou prvků. Kuličkové šrouby fungují podobně jako kuličková ložiska, kde se kuličky ztvrzené oceli pohybují po šikmých tvrzených vnitřních a vnějších oběžných drahách.
Při výběru správného kuličkového šroubu a matice pro konkrétní aplikaci by měli vzít konstruktéři do úvahy návrhové faktory, jako jsou zatížení, očekávaná životnost, otáčky, délka a uložení. Mezi aplikační aspekty patří mazání a okolní prostředí. Všem se teď budeme věnovat podrobněji.
Na kuličkové šrouby a matice má vliv několik aspektů zatížení. Například statická zatížení jsou obvykle bezproblémová a dosahují maximálního limitu, když jsou šrouby a matice zatíženy bez poškození na svou kapacitu.
Dynamická zatížení jsou axiální zatížení, která při působení na sestavy kuličkové matice a otáčejícího se šroubu vedou k určité minimální životnosti (trvanlivosti). U metrických šroubů se dynamická únosnost udává jako zatížení v newtonech, které může být přenášeno po 1 milion otáček. U palcových šroubů, u kterých se zohledňuje stoupání šroubu, se dynamická únosnost udává pro 1 milion palců lineárního pohybu.
Vzhledem ke konstrukci, při které dochází k vzájemnému styku ocelových součástí, vyvinuli výrobci ložisek techniky pro výpočet očekávané životnosti kuličkových šroubů. Životnost kuličkového šroubu však může zkracovat i znečištění, mazání a nesprávná technologie uložení a montáže. Pro výrobce, kteří chtějí prodloužit životnost šroubů, je často výhodnější objednat šroub větší velikosti zvládající vyšší zatížení.
Očekávanou životnost L je možné vypočítat pomocí následujících rovnic:
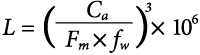
, kde
L = životnost (počet otáček)
Ca= základní dynamická únosnost (N)
Fm= ekvivalentní axiální zatížení (N)
fw= únavový koeficient
Ekvivalentní axiální zatížení Fm se vypočítá pomocí rovnice:
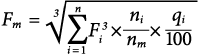
, kde
Fi= jednotlivý přírůstek axiálního zatížení (N)
qi= procento zdvihu při zatížení Fi
ni= otáčky při zatížení Fi (min−1)
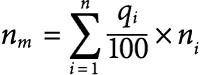
nm= ekvivalentní otáčky (min−1), které se vypočítají pomocí rovnice:
Kuličkové šrouby jsou vystaveny jak zatížení tlakem, tak zatížení tahem. Při zatížení tlakem dochází obvykle ke stlačování šroubu v axiálním směru, které může způsobovat prohnutí šroubu tj. vzpěr šroubu. Při zatížení tahem naopak často dochází k protažení šroubu v axiálním směru. I když problematičtější může být zatížení tlakem, tahové zatížení může způsobit prasknutí šroubu.
Je také důležité mít na paměti, že šrouby jsou navrženy pouze pro axiální zatížení nebo přímočarý axiální pohyb. Jakékoli přetáčení nebo boční zatížení může zkrátit životnost šroubu až o 90%.
|
PODOBNÉ ČLÁNKY:
|
| Základní terminologie kuličkových šroubů
Pro každého konstruktéra pracujícího s kuličkovými šrouby je užitečné rozumět základní terminologii.
Roztečný průměr je průměr kružnice tvořené středy ložiskových kuliček, když se dotýkají jak šroubu, tak matice. Malý průměr závitu je minimální průměr šroubu měřený v nejnižším bodě závitů. Průměr středů kuliček i malý průměr závitu jsou důležité při výpočtu aplikačních charakteristik a určování parametrů se zohledněním faktorů, jako jsou zatížení ve vzpěru a kritické otáčky. Rozteč je axiální vzdálenost mezi dvěma sousedními závity na šroubu. Stoupání je lineární vzdálenost, kterou urazí matice nebo šroub během jedné úplné otáčky. Počet chodů je počet nezávislých závitů na hřídeli šroubu. Šrouby obvykle mají jednochodý, dvouchodý nebo čtyřchodý závit, který se podobá šroubovici obtáčející se kolem hřídele. Rozteč vynásobená počtem chodů se rovná stoupání šroubu. Vůle je dána axiálním pohybem mezi maticí a šroubem bez otáčení. Vůle může zhoršovat přesnost šroubu, ale obvykle se vyskytuje bez vážnějších problémů. Běžné šrouby se dodávají s relativně malou vůlí a na fungování šroubů zatěžovaných pouze v jednom směru nemá vůle vliv. Vůli je možné kontrolovat předepnutím.
|
Při výběru šroubů pomáhá určení směru zatížení šroubu i typu uložení (vetknutí konců), protože konstruktéři musí počítat jak s kritickými otáčkami, tak se vzpěrem (viz dále). Vetknutí ložisek definuje, jak je šroub na obou koncích upevněn. Vetknutost se vztahuje k míře znehybnění na koncích šroubu. Způsob uložení se dělí na základní tři typy: volné (bez opory), podepření (opora v jednom bodě) a vetknutí (tuhé uložení). Koncová ložiska dávají šroubu stabilitu a tuhost. Vetknutí také ovlivňuje kritické otáčky, zatížení ve vzpěru a celkový výkon.

Vícenásobná ložiska nebo páry ložisek v určitých vzdálenostech jsou tužší než jednoduché opory. Kvůli své inherentní poddajnosti však nejsou skutečně pevná. U šroubu mohou existovat různé kombinace uložení konců, například:
• Jeden konec podepřený s dvojitým ložiskem, druhý konec volný. Toto uspořádání se nedoporučuje, s výjimkou aplikací s krátkými rozsahy pohybu a malými otáčkami.
• Jeden konec s dvojitým ložiskem, druhý s jednoduchým ložiskem.
• Oba konce s dvojitými ložisky.
• Oba konce podepřené se čtyřnásobnými ložisky. Je třeba poznamenat, že v takových případech bývá šroub velmi tuhý a je třeba věnovat mimořádnou pozornost zajištění poddajnosti.
Při používání vetknutých uložení na obou koncích doporučují odborníci konzultovat dané uspořádání s aplikačními inženýry výrobce kuličkových šroubů kvůli stanovení délkové tolerance konečné sestavy mezi uloženími.
Otáčky vzbuzující vlastní kmitočet šroubu se označují jako kritické otáčky. Šroub bude rezonovat bez ohledu na orientaci šroubu nebo na to, zda se kolem šroubu otáčí matice.
Kritické otáčky se mění podle průměru, nepodepřené délky, vetknutí konců a otáček (min−1). Roli mohou hrát i přímost hřídele a souosost sestavy, takže výrobci doporučují omezit maximální otáčky na 80% teoretických otáček.
Předepnutí je výsledek vnitřní síly působící v sestavě kuličkové matice a šroubu, eliminující volnou axiální a radiální vůli. Existují tři metody předepínání:
U metody se dvěma maticemi se používají dvě kuličkové matice zatížené v opačných směrech pomocí distančního kroužku, takže v klidu nedochází k jejich volnému pohybu.
Při posunutí stoupání se závit kuličkové matice vyrábí s posunutým stoupáním. Stoupání například může být posunuto z 5,00 mm na 5,05 mm, aby se kuličky v matici posunuly v různých směrech. Tento způsob je preferován při požadavku na kompaktnost, snižuje však únosnost.
Výběr kuliček je nenákladný způsob, který zahrnuje použití předem vybraných kuliček o větším průměru, takže vzniká čtyřbodový styk mezi maticí a šroubem. To umožňuje větší zatížení, ale tření v místě styku může zkracovat životnost sestavy.
Když u tlakově zatíženého šroubu dojde k překročení meze pružné stability, dojde k selhání šroubu ohybem neboli vybočením. Výpočet pevnosti ve vzpěru pro ověření, zda šroub unese požadované zatížení bez vybočení, se provádí následující rovnicí:
Fk = (C × π2 × E × I)/L2,
, kde Fk = přípustné axiální zatížení do vybočení (N) a C = faktor daný způsobem uložení kuličkového šroubu, přičemž platí:
• jeden konec vetknutý a druhý volný – C = 0,25;
• oba konce podepřené – C = 1;
• jeden konec vetknutý a druhý podepřený – C = 2;
• oba konce vetknuté – C = 4.
Pokud zvolený šroub nesplňuje kritéria tlakového zatížení, zvažte následující možnosti:
• změna uložení konců, například z podepření na vetknutí;
• konstrukce s použitím šroubu v tahu;
• zvětšení průměru šroubu.
Přesnost: Vzhledem k tomu, že výrobci používají při výrobě kuličkových šroubů různé technologie, mají konstruktéři na výběr několik možností, jak vyvážit přesnost a náklady.
Válcované šrouby se vyrábějí procesem, při kterém se kruhové kovové tyče tvářejí rotačními nástroji a vzniká šroubovicový závit. Jde o nákladově efektivní výrobní postup, kterým se však obvykle zhotovují šrouby s nižší přesností, než mají broušené šrouby. Někteří výrobci však díky pečlivě řízeným procesům válcování dokáží vyrobit vysoce přesné šrouby.
Broušené šrouby se vyrábějí procesem, při kterém se závity vybrušují do zakaleného materiálu brusným nástrojem. Výsledkem jsou obvykle mnohem vyšší přesnosti stoupání než u válcovaných šroubů. Broušeným šroubům je obvykle dávána přednost před válcovanými v leteckých aplikacích, protože šev vznikající při válcování v blízkosti velkého průměru šroubového hřídele je považován za potenciální zdroj šíření trhlin.
Samovolný zpětný pohyb: Při zatěžování kuličkových šroubů je důležité pamatovat na samovolný zpětný pohyb. K samovolnému zpětnému pohybu dochází, když se motorem poháněný kuličkový šroub při vypnutí motoru samovolně odtáčí. Aby k tomu nedocházelo, používají se brzdy motorů, případně pojistné čepy ke snížení rizika a zachycení zátěže. Šrouby s lichoběžníkovým závitem, které mají menší účinnost, jsou k samovolnému zpětnému pohybu méně náchylné.
Prostředí: Protože kuličkové šrouby často pracují v prostředí s výskytem nečistot, měli by jejich výrobci přijmout opatření k zamezení průniku znečišťujících látek a prevenci předčasného selhání. Primární ochrana často spočívá ve vytvoření tenké husté povrchové vrstvy pochromováním, černěním nebo poniklováním šroubu.
Další možností je vybavení kuličkových šroubů měchovými manžetami, které zakrývají šroub a zabraňují průniku nečistot. Při pohybu matice se manžeta roztahuje a zkracuje jako harmonika. Měchové manžety se vyrábějí z různých materiálů, které vyhovují nejrůznějším aplikacím od těch nejlehčích až po extrémní.
Další formou ochrany jsou stírací ucpávky. Stírací ucpávky matic vyrobené z plsti nebo plastu stírají z matice nečistoty a zabraňují průniku znečišťujících látek do kuličkové matice.
Mazání: Jednotlivé druhy aplikací kuličkových šroubů se výrazně liší, takže neexistují žádná autoritativní doporučení ohledně způsobu mazání a potřebného množství maziva. Mezi zásadní faktory při zvažování možností mazání však patří frekvence použití, teplota a viskozita. Zatímco většině aplikací vyhoví lehké oleje nebo mazací tuky, maziva obsahující sulfid molybdeničitý nebo grafit se nedoporučují. Dobrým praktickým pravidlem je vždy aplikovat dostatek maziva, aby se udržel tenký film maziva mezi maticí a šroubem.