

Podobné články
Detekce prasklin a brusných popálenin pomocí vířivých proudů
Novinky
Zkoušení vířivými proudy je nedestruktivní magnetoinduktivní metoda, která nepotřebuje žádné vodící médium a je bezdotyková, takže jí lze použít i pro velmi citlivé povrchy.
 Použití
PoužitíPoužití najde nejčastěji v automobilovém průmyslu, kde je kladen vysoký nárok na kvalitu produktů. Typické parametry jsou chemické složení, tepelné zpracování, povrchová tvrdost, hloubka zakalení či materiálový mix. Rychlost zkoušení umožňuje nasazení v masové produkci různých typů dílů.
V praxi se setkáváme s problémem, že i stabilní proces má variace a nesystematické chyby, které mohou ovlivnit výsledný produkt. Stejně jako případné selhání procesu se může vyskytnout i selhání lidského faktoru. V těchto případech se nasazuje stále častěji preventivní systém kontroly kvality.
Díky moderní technologii ibg PMFT (Preventive Multi Frequency Test) je nastavení a obsluha kontrolního přístroje snadná a probíhá ve třech krocích.
Nastavení - volba programu a nastavení zkušebních parametrů, kdy výchozí nastavení je vhodné pro 99% aplikací a drobné úpravy v nastavení jsou provedeny vyškoleným personálem. Následně je také možnost vytvořit typový díl, ke kterému se následně ukládají veškerá zkušební data.
Nahrání referenčních dat - ke zvolenému typovému dílu jsou nebo se musí vytvořit tzv. Referenční data. Technologie PMFT se nastavuje pouze pomocí dobrých dílů. Po vložení prvního dílu do cívky, nebo ke snímači, je na displeji vidět koncový bod vektoru pro jednotlivé frekvence, které jsou ohraničeny elipsovitým tolerančním polem. Po vložení určitého počtu dílů může uživatel nahrávání referenčních dat ukončit.
ukázky zkušebních cívek
Zkoušení - po kontrole a potvrzení tolerančního pole se přichází k samotnému zkoušení, kdy operátor či jiný manipulátor vkládá díly do cívky či k tužkové sondě a díly se jeden po druhém zkoušejí. Na základě výsledku zkoušení je díl vytříděn, nebo pokračuje do dalšího výrobního procesu.
Samotné zkoušení probíhá na 1 - 24 zkušebních frekvencích. 8 frekvencí je základních a k těm jsou 2 sady harmonických frekvencí. Počet harmonických frekvencí nemá vliv na čas kontroly! Při použití cívky se standartním rozsahem 25 Hz - 25 kHz je čas zkoušení 141 ms. Ve vysokorychlostním módu je čas na měření 1 frekvencí pod 1ms, což plně dostačuje dynamickému zkoušení.
Kontrola vířivými proudy je nicméně porovnávací metoda, kde odpovědí je odpověď ano / ne. Vířivé proudy nemůžou dopovědět na dotaz, kde se stala chyba.
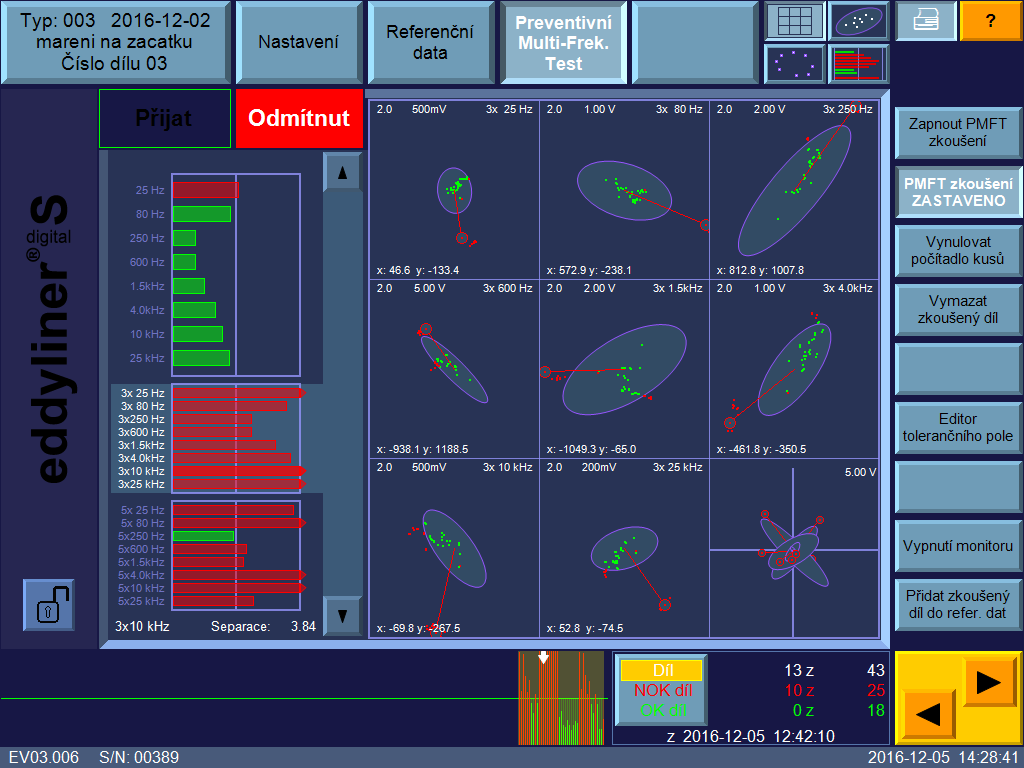
jedno z možných zobrazení výsledku zkoušeného dílu
V případě zájmu kontaktujte našeho specialistu na níže uvedeném kontaktu
Jan Buk
tel. +420 736 538 390
email:buk@consenta.cz
![]()